
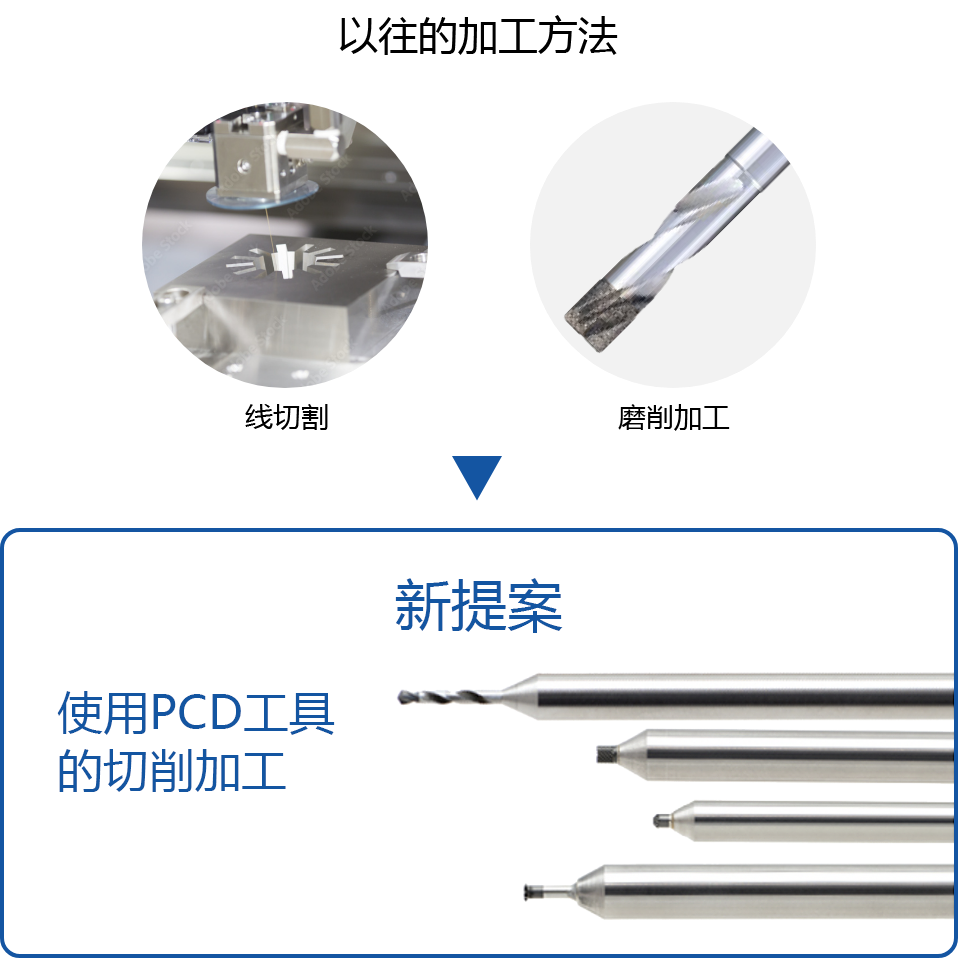
加工方法的重新评估
一般采用线切割、型雕放电加工以及使用电镀工具和带轴砂轮的磨削加工等,作为硬质合金、陶瓷和石英玻璃等硬脆材料的加工方法。但是,这些都有加工时间长的难题。
因此,6cx osg提出了使用与以往加工方法不同的“切削加工”的加工方法。
硬脆性材料的加工成本
降低25※%
※加工案例之一。降低比例因加工环境而异
 加工硬质合金、石英玻璃、陶瓷(氧化铝、氧化锆、mmc、
加工硬质合金、石英玻璃、陶瓷(氧化铝、氧化锆、mmc、
碳化硅(sic)等)硬脆性材料的客户




这些困扰
| pcd-mrm | 以往金刚石涂层铣刀 | |
|---|---|---|
| 使用工具 | 2×r0.1×1.5 | 2×r0.1×1 |
| 加工材料 | 硬质合金 fn20 (91.5hra) | |
| 转速 | 20,000min-1 | |
| 进给速度 | 375mm/min | |
| 轴向切深量(ap) | 1mm | |
| 径向切深量(ae) | 0.1mm | 0.05mm |
| 切削油剂 | 气冷 | |

| 高效率加工 | 一般加工 | |
|---|---|---|
| 使用工具 | pcd-mxd φ1.5 | |
| 加工材料 | 氧化铝(al2o3)99.5% | |
| 转速 | 10,610min-1 | |
| 进给速度 | 10mm/min | 5mm/min |
| 加工深度 | 5mm(通り穴) | |
| 停顿量 | 0.5mm | 0.2mm |
| 切削油剂 | 水溶性切削油剂 | |
| 高效率加工时 | |
|---|---|
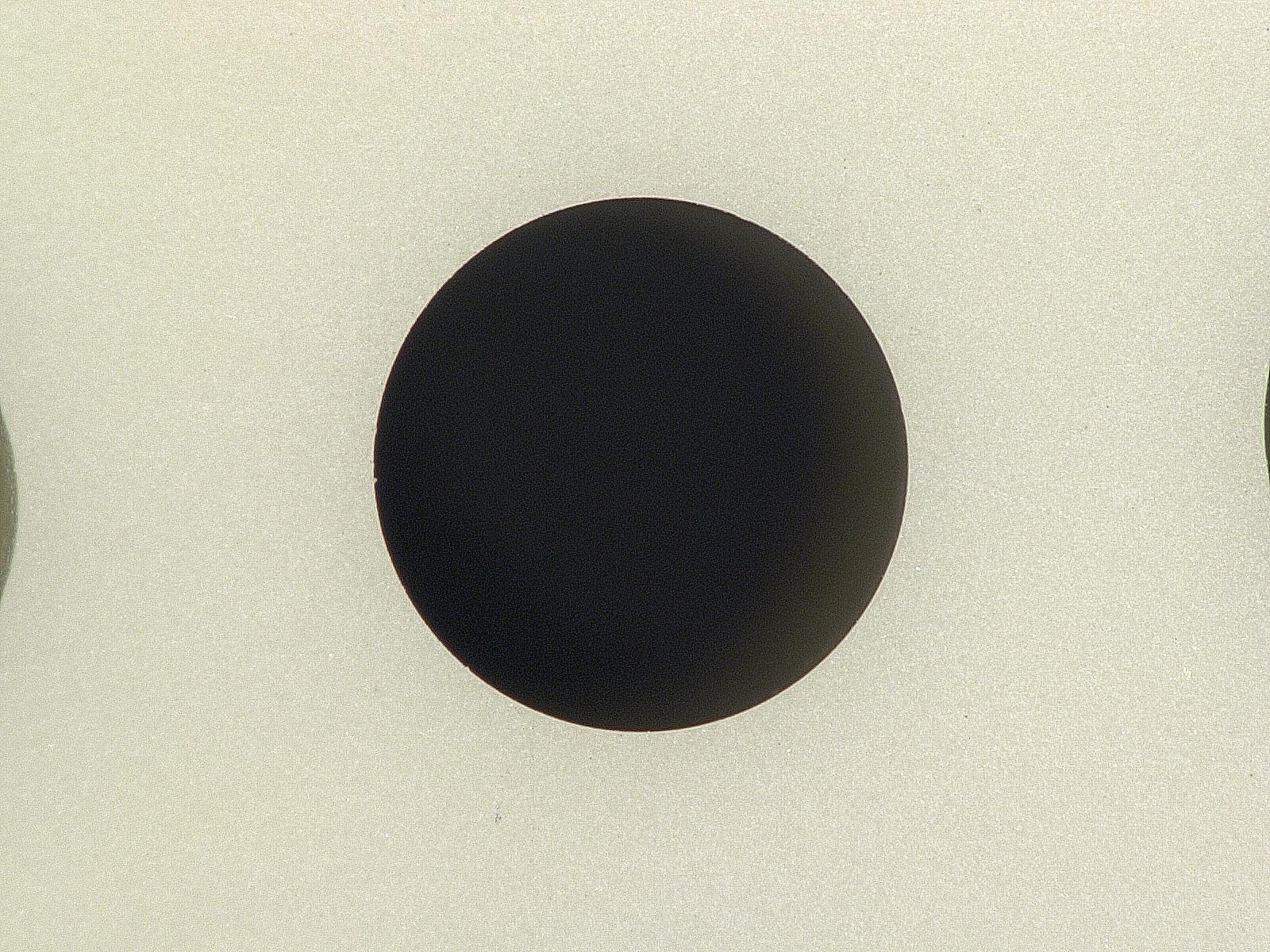 入口 入口 |
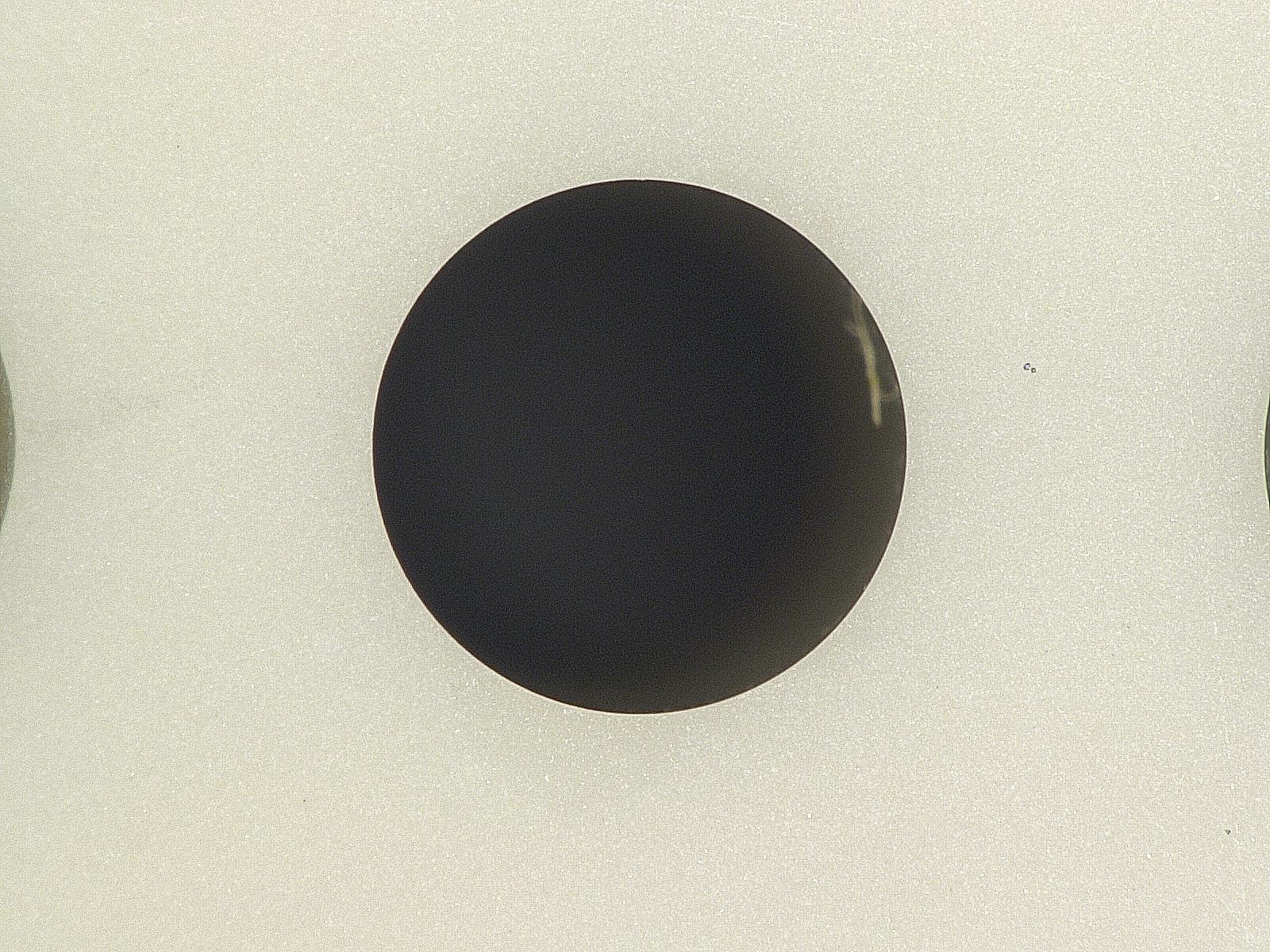 出口 出口 |
| 一般加工时 | |
|---|---|
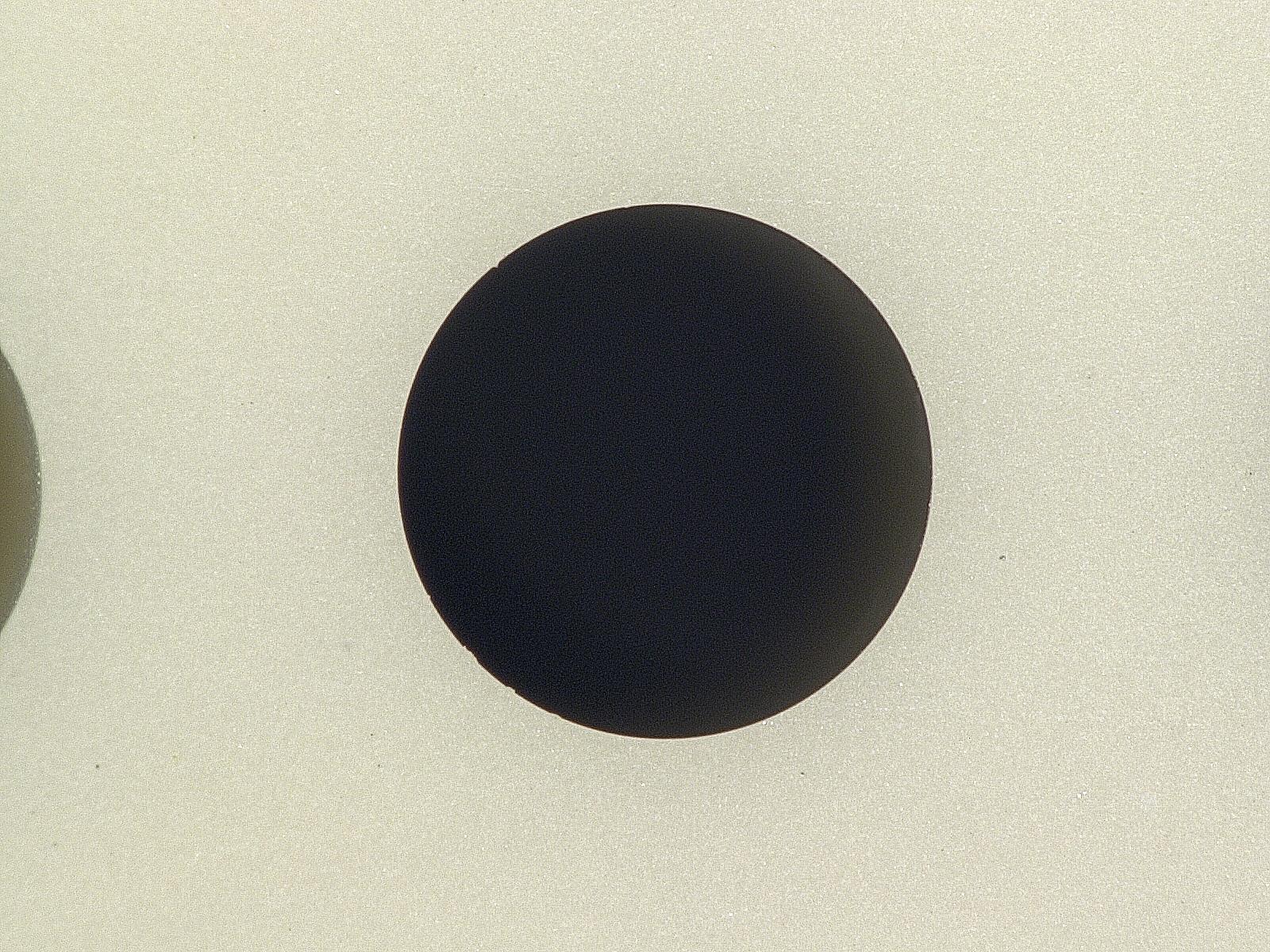 入口 入口 |
 出口 出口 |

※加工案例之一。降低比例因加工环境而异。
※为了试验进行高进给加工。
一般采用线切割、型雕放电加工以及使用电镀工具和带轴砂轮的磨削加工等,作为硬质合金、陶瓷和石英玻璃等硬脆材料的加工方法。但是,这些都有加工时间长的难题。
因此,6cx osg提出了使用与以往加工方法不同的“切削加工”的加工方法。

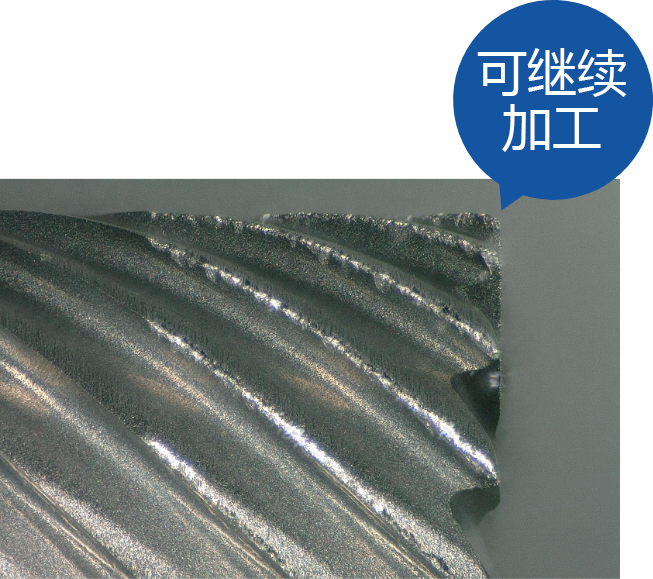
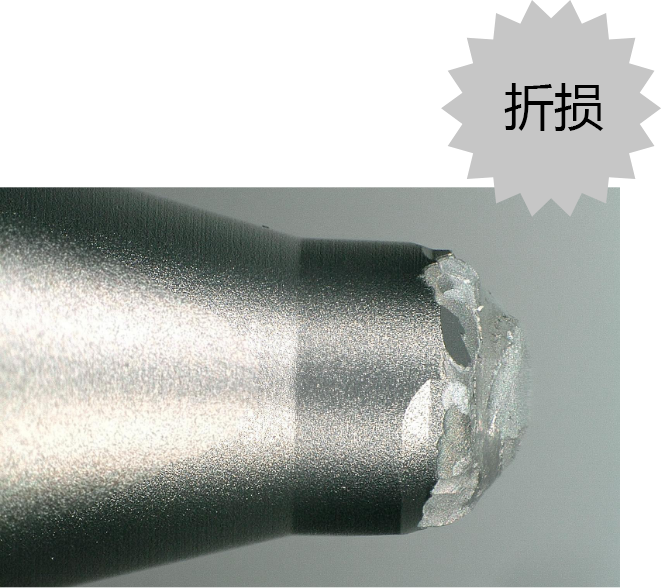
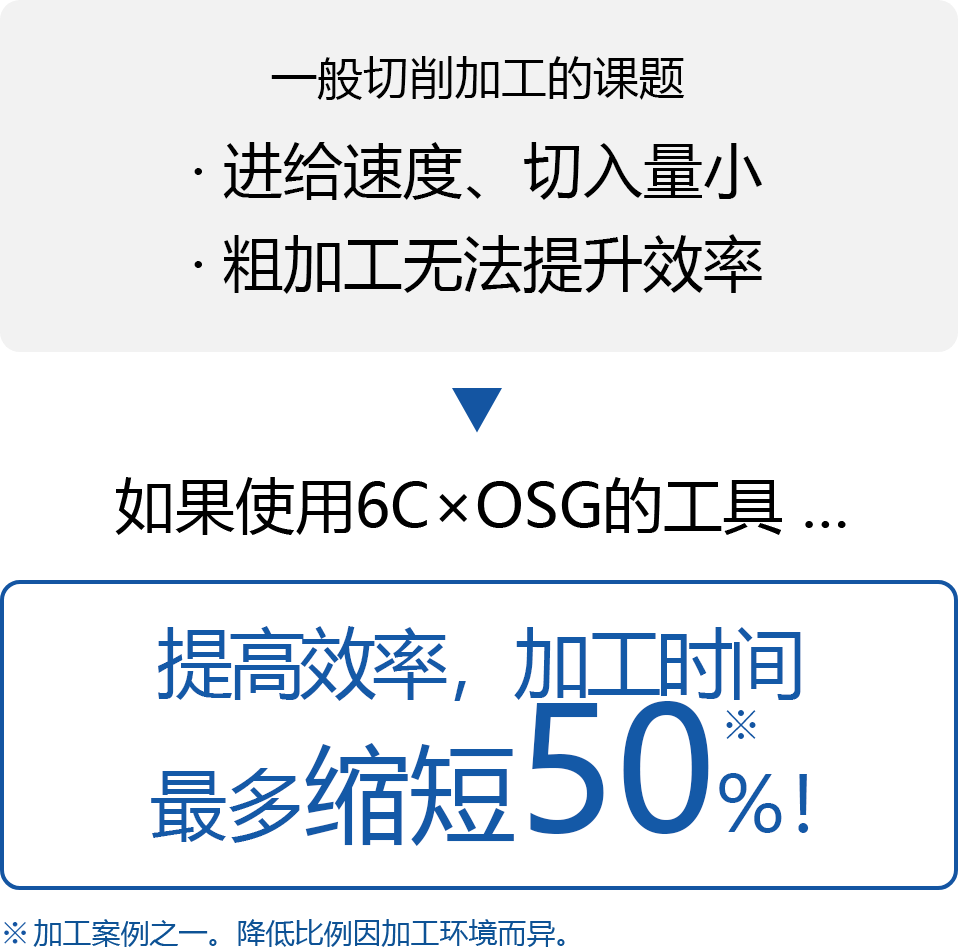
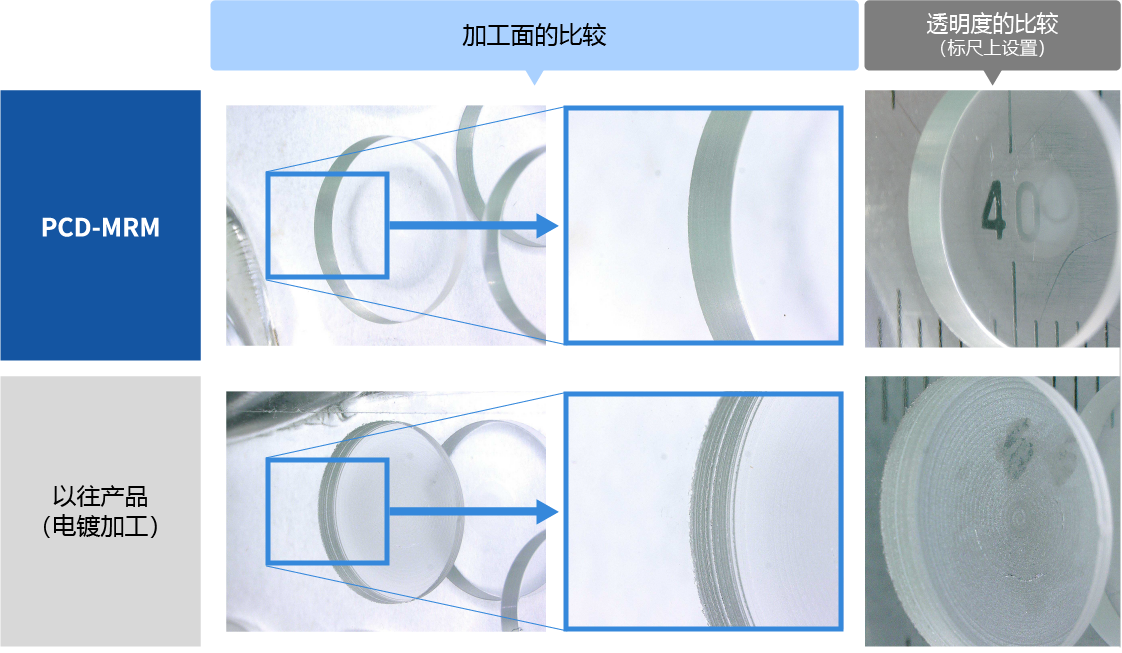
切削加工中也会出现“进给速度和切入量小、粗加工无法提高效率”“得不到高品质的精加工面”等问题。但是,6cx osg可以实现兼顾高效率和高品质的精加工面。
![]() 的话
的话
可以大幅减少加工时间!

因为加工时间占约50%
的整体加工成本

如果可以减少50%的加工时间
那么整体加工成本就可以减少
25※%
※加工案例之一。降低比例因加工环境而异。




 加工工件
加工工件 第448个孔
第448个孔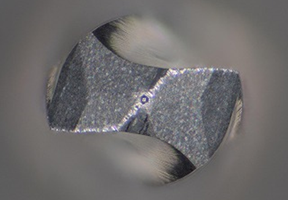 加工448孔后
加工448孔后加工448个孔后仍可继续使用
| no. | 加工内容 | 使用工具 | 刃数 | 转速 (min-1) |
进给速度 (mm/min) |
加工深度 (mm) |
切削油剂 |
|---|---|---|---|---|---|---|---|
| 1 | 钻孔加工 | pcd-mxd φ1.2 | 2 | 8,000 | 4.8 | 4.8(盲孔) | 气冷 |
 加工工件
加工工件 加工后的刃尖情况
加工后的刃尖情况
仅需4分半就能去除380mm³的体积!
| no. | 加工内容 | 使用工具 | 刃数 | 转速 (min-1) |
进给速度 (mm/min) |
切深量 (mm) |
切削油剂 | 加工时间 |
|---|---|---|---|---|---|---|---|---|
| 1 | 余摆线槽加工 | pcd-mrm 2×r0.1×3 | 15 | 25,000 | 1,000 | ap=1.6 ae=0.1 |
气冷 | 1分10秒 |
| 2 | 侧面加工 | ap=1.6 ae=0.1 |
3分25秒 | |||||
| 加工时间共计 | 4分35秒 | |||||||
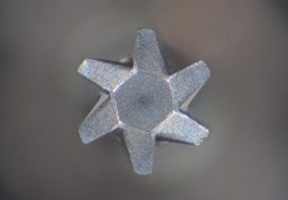
 加工前
加工前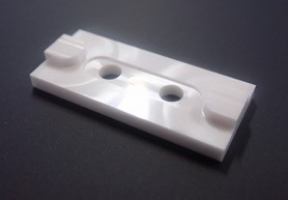 加工后
加工后 加工后的刃尖情况
加工后的刃尖情况
即使是烧结后氧化锆也可气冷加工
| no. | 加工内容 | 使用工具 | 刃数 | 转速 (min-1) |
进给速度 (mm/min) |
切深量 (mm) |
切削油剂 | 加工时间 |
|---|---|---|---|---|---|---|---|---|
| 1 | 余摆线槽加工 | pcd-mrm 2×r0.1×3 | 15 | 20,000 | 450 | ap=1.6 ae=0.1 |
气冷 | 1分55秒 |
| 2 | 侧面加工 | ap=1.6 ae=0.1 |
11分10秒 | |||||
| 3 | 斜面加工 | ap=0.4 ae=0.1 |
1分13秒 | |||||
| 4 | 螺旋铣孔加工 | 450 → 150 | φ3.5 螺旋角0.5° |
1分4秒 | ||||
| 加工时间共计 | 15分22秒 | |||||||
 m1.2用
加工140孔后的刃尖情况
m1.2用
加工140孔后的刃尖情况 m2.5用
加工100孔后的刃尖情况
m2.5用
加工100孔后的刃尖情况 全孔量规检测合格
全孔量规检测合格
1把刀具可攻丝100孔以上
| no. | 使用工具 | 螺纹尺寸 | 刃数 | 转速 (min-1) |
攻丝深度 (mm) |
切削油剂 | 加工时间 |
|---|---|---|---|---|---|---|---|
| 1 | pcd-mtm 0.9×p0.25-int |
m1.2 | 6 | 40,000 | 2 | 水溶性切削油剂 | 20秒/孔 |
| 2 | pcd-mtm 2×p0.45-int |
m2.5 | 8 | 20,000 | 3.5 | 26秒/孔 |
 加工前
加工前 加工后
加工后 加工后的刃尖情况
加工后的刃尖情况
从型腔加工到螺旋铣孔
只需一把刀具即可完成
| no. | 加工内容 | 使用工具 | 刃数 | 转速 (min-1) |
进给速度 (mm/min) |
切深量 (mm) |
切削油剂 | 加工时间 |
|---|---|---|---|---|---|---|---|---|
| 1 | 余摆线槽加工 | pcd-mrm 2×r0.1×3 | 15 | 20,000 | 450 | ap=0.3 ae=0.1 |
水溶性 切削油剂 |
5分11秒 |
| 2 | 侧面尖角 | 360 | ap=0.3 ae=0.2 |
4分35秒 | ||||
| 3 | 侧面加工 | 360 | ap=1.5 ae=0.05 |
7分37秒 | ||||
| 4 | 螺旋铣孔加工 | 450 | φ3.5 倾斜角0.5° |
3分30秒 | ||||
| 加工时间共计 | 20分53秒 | |||||||
 入口
入口
 出口
出口
 加工488孔后的刃尖情况
加工488孔后的刃尖情况与以往相比,实现1.3倍以上的耐久性
| no. | 使用工具 | 刃数 | 转速 (min-1) |
进给速度 (mm/min) |
加工深度 (mm) |
切削油剂 |
|---|---|---|---|---|---|---|
| 1 | pcd-mxd φ1 (非标品) | 2 | 19,100 | 286.5 | 3.85(通孔) | 水溶性切削油剂 |
| 2 | 以往金刚石涂层钻头 |

 第120孔的加工工件
第120孔的加工工件
 加工120孔后的刃尖情况
加工120孔后的刃尖情况与以往相比,实现约4倍的耐久性
| no. | 使用工具 | 刃数 | 转速 (min-1) |
进给速度 (mm/min) |
加工深度 (mm) |
切削油剂 |
|---|---|---|---|---|---|---|
| 1 | pcd-mxd φ0.6 | 2 | 8,000 | 1 | 3.8(盲孔) | 水溶性切削油剂 |
| 2 | 以往金刚石涂层钻头 |

 第120孔的加工工件
第120孔的加工工件
 加工120孔后的刃尖情况
加工120孔后的刃尖情况1把刀具完成120孔的加工
| no. | 使用工具 | 刃数 | 转速 (min-1) |
进给速度 (mm/min) |
加工深度 (mm) |
切削油剂 |
|---|---|---|---|---|---|---|
| 2 | pcd-mxd φ1.2 | 2 | 10,000 | 2 | 4.8(止り穴) | 水溶性切削油剂 |
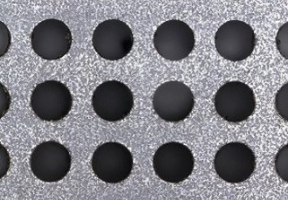
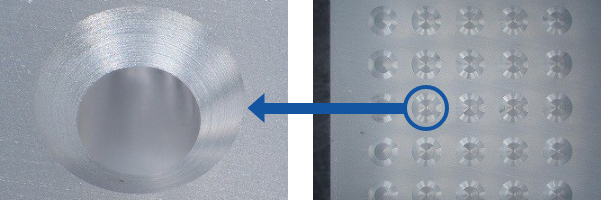
 加工工件
加工工件 加工10,000孔后的刃尖情况
加工10,000孔后的刃尖情况可加工10,000孔的石英玻璃
| no. | 使用工具 | 刃数 | 转速 (min-1) |
进给速度 (mm/min) |
加工深度 (mm) |
切削油剂 |
|---|---|---|---|---|---|---|
| 1 | pcd-mxd φ0.6 | 2 | 40,000 | 12 | 4(盲孔) | 水溶性切削油剂 |
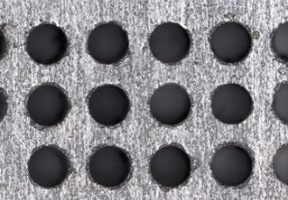
 加工工件
加工工件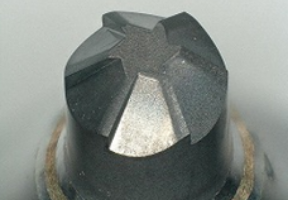 加工后的刃尖情况
加工后的刃尖情况
即使是石英玻璃也可实现良好的加工面品质
| no. | 加工内容 | 使用工具 | 刃数 | 转速 (min-1) |
进给速度 (mm/min) |
加工深度 (mm) |
切削油剂 |
|---|---|---|---|---|---|---|---|
| 1 | 钻孔加工 | pcd-mxd φ1 | 2 | 15,000 | 6 | 2(盲孔) | 水溶性切削油剂 |
| 2 | 倒角加工 | pcd-mcm 1×45°×2 | 6 | 32,000 | 64 | 倒角径φ1.8 |